Tecnología DART
Esta tecnología facilita de manera considerable el poder de la red digital, con limitación de energía exclusivamente segura y simultánea a través de la desconexión rápida.
Por Hugo López.
Con la tecnología Dynamic Arc Recognition and Termination (DART) se logran avances en la protección en áreas peligrosas mediante la técnica, aceptada y utilizada a nivel mundial, de Seguridad Intrínseca para los sistemas de buses digitales para comunicación de campo, con tecnologías Foundation Fieldbus™ y Profibus PA.
Hoy día, en que los cambios tecnológicos en todos los ámbitos de la sociedad se realizan a gran velocidad, las tecnologías en el campo industrial, y en específico en las áreas de la automatización y protección del control de procesos, no están ajenas a estos cambios.
Los fabricantes de Sistemas de Control de Procesos (DCS/PLC) y de instrumentación de campo han implementado en sus equipos las tecnologías de buses inteligentes para aplicaciones de control de procesos, entre las que destacan Fieldbus Foundation™ y Profibus PA.
Las aplicaciones de automatización y control de procesos en áreas clasificadas o peligrosas son parte de la industria mundial.
Áreas clasificadas
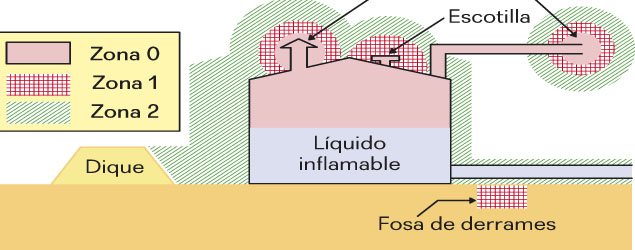
Se definen como áreas clasificadas o peligrosas aquéllas en espacios de operación, manufactura o proceso donde existe presencia de material inflamable que, bajo ciertas condiciones, puede causar una explosión. Las áreas peligrosas se clasifican de acuerdo con la normativa existente, por división o por zona.
Para la clasificación por zonas se tienen las siguientes consideraciones:
Zona 0, 20: área en la cual una mezcla explosiva está presente de forma continua o durante un largo periodo de tiempo.
Zona 1, 21: área donde, durante el tiempo en el que se desarrolla alguna actividad, existe posibilidad de que haya una mezcla explosiva.
Zona 2, 22: área en la cual, durante el tiempo en el que se desarrolla alguna actividad, no existe posibilidad de que haya una mezcla explosiva; si se da es por corto tiempo.
 Técnicas de protección
Técnicas de protección
En los procesos industriales, un nivel de riesgo aceptable se protege e instala a través de los métodos de protección, los cuales pueden ser segregación, contención y prevención.
A continuación se muestra una tabla representativa de las técnicas que aplican para los métodos mencionados:
Seguridad intrínseca
Como se observa en la tabla 1, existen varias técnicas para la implementación de equipos de medición y control de procesos. Uno de estos métodos es el de seguridad intrínseca, que se identifica a través de ciertas características:
| Seguridad aumentada |  |
Técnica que permite la aplicación de las medidas que elevan el coeficiente de seguridad, lo que previne la posibilidad de sobrecalentamiento o la aparición de arcos y/o chispas en el exterior del material eléctrico. |
| Seguridad intrínseca |  |
Sistema en el cual ninguna chispa o efecto térmico producidos bajo condiciones normales o anormales es capaz de causar una explosión en el área clasificada; limita la energía. |
| Inmersión en aceite |  |
Aquellos componentes que pudieran causar una explosión por chispas o recalentamiento son separados de la atmósfera por el aceite. |
| Encapsulado |  |
Los componentes que pudieran causar la inflamación de la atmósfera a causa de chispas o temperatura se encuentran embebidos dentro de una resina. |
| A prueba de explosión |  |
Los componentes se encierran dentro de una caja capaz de resistir una explosión en su interior, sin transmitir la inflamación al ambiente exterior. |
| Presurización |  |
Consiste en mantener una presión más alta dentro del gabinete que en el ambiente a través de un gas inerte o aire limpio, lo que impide la entrada de aire desde afuera hacia dentro del gabinete. |
| Relleno de polvo |  |
Los componentes se encuentran en un encapsulado relleno de polvo o arena que mantienen separada la atmósfera potencialmente explosiva. |
| Simplificado |  |
Aplicado a la construcción del equipo eléctrico y sus componentes, de manera que en funcionamiento normal y ciertas condiciones anormales no puedan inflamar un ambiente explosivo. Hay cinco categorías: nA (anti-chispas), nC (contactos protegidos), nR (carcasa con resistencia al vapor, respiración limitada), nL (energía limitada), nP (recintos con sobrepresión interna limitada). |
Técnica de baja energía: limita la corriente, el voltaje y la energía almacenada por debajo del punto mínimo de ignición durante la operación.
Circuito intrínsecamente seguro: previene la ignición por centelleo o chispas durante los periodos normales de operación.
Aparato intrínsecamente seguro: está construido de tal manera que, bajo condiciones normales, en caso de existir una chispa, no es capaz de causar una explosión
Dartdinámica en concepto de suministro de energía intrínsecamente seguro.
NOTA: La tecnología DART permite que se limite la energía con potencia ilimitada.
Principios básicos de operación
Durante una operación normal, la fuente de poder DART alimenta el suministro de la potencia nominal completa, que depende de la aplicación y puede estar entre los 8 y 50 W, en comparación con los valores admisibles (en seguridad intrínseca). DART detecta la aparición de un incidente de falla a través de la apertura del circuito y el cambio de la corriente, que de inmediato desconecta la alimentación. De esta manera, la energía del sistema eléctrico se limita en unos cuantos microsegundos y evita una chispa capaz de causar un encendido.
Este procedimiento es posible debido a que DART detecta el cambio de corriente (di/dt) durante el inicio de una condición de falla, lo que permite que la fuente de alimentación actúe muy rápido (1.4 ?s). Un factor adicional que debe considerarse es el tiempo de propagación en el cable. La energía generada es determinada por la potencia en el punto de la falla integrada en el tiempo hasta la desconexión efectiva.
Ciertos parámetros físicos son responsables de esto:
La alimentación, que es determinada por voltaje y corriente de carga.
El tiempo, que incluye el retardo de la propagación de la señal en el cable, así como el tiempo de reacción de la fuente de alimentación.
La energía almacenada. En la conexión del cable, la energía liberada en la chispa está determinada por la energía disponible, integrada con el tiempo.
La detección de la chispa y la determinación de los límites de valores de ignición en la seguridad intrínseca se realizan con el aparato de prueba de chispa mencionado en la norma IEC 60079-11, que establece que los valores deben ser sometidos a una probabilidad de ignición específica.
 Es importante distinguir la chispa generada y la chispa de ruptura. Un ejemplo típico del comportamiento de los parámetros eléctricos de una chispa de ruptura se muestra en la gráfica 1.
Es importante distinguir la chispa generada y la chispa de ruptura. Un ejemplo típico del comportamiento de los parámetros eléctricos de una chispa de ruptura se muestra en la gráfica 1.
Una chispa de ruptura comienza con la tensión de calentamiento UF = 0 V y, por lo general, termina al llegar al valor de circuito abierto en la UF = UO, en donde el constante aumento del voltaje está asociado con una reducción en la corriente de la chispa (IF) en un circuito lineal. El periodo de tiempo depende del circuito y se conoce como duración de la chispa (tF); la duración típica de la chispa es tF: 5 ?s < tF<2 ?s.
En síntesis, la chispa influye en el cambio de corriente cuando el circuito se abre; la energía emitida por el circuito eléctrico y la potencia se suman al voltaje. La chispa se apaga después de un breve periodo de tiempo, sin embargo, pudo haber tenido suficiente energía para causar la ignición.
 Se puede apreciar que la rápida detección de chispas, en combinación con un medio para la rápida desconexión de la alimentación, puede ser empleada para prevenir, de forma fiable, la ignición de una mezcla explosiva. La tarea es evaluar el salto de corriente, tomando en consideración los valores de seguridad característicos. La gráfica 2 muestra la chispa interrumpida por la fuente de alimentación DART.
Se puede apreciar que la rápida detección de chispas, en combinación con un medio para la rápida desconexión de la alimentación, puede ser empleada para prevenir, de forma fiable, la ignición de una mezcla explosiva. La tarea es evaluar el salto de corriente, tomando en consideración los valores de seguridad característicos. La gráfica 2 muestra la chispa interrumpida por la fuente de alimentación DART.
El salto de corriente es evidente y el sistema DART genera condiciones seguras en el circuito. La condición de falla es detectada y evaluada dentro de la fase inicial, lo que conduce a la desconexión de la alimentación. El tiempo de desconexión disponible durante el proceso depende del sistema y el valor usados, siempre y cuando la física de la chispa sea 5 ?s.
Debido a los tiempos tan cortos de cambios de la corriente y tensión durante la aparición de una chispa, el cable de conexión entre la alimentación y la carga actúa como una guía de onda, incluso cuando las longitudes de cable son muy cortas. Una chispa puede propagarse como una onda o sobretensión en el cable de conexión, por lo tanto, la fuente de alimentación recibe la información en un periodo de retardo de propagación del cable. La reacción de la fuente de alimentación es efectiva en la posición de la chispa sólo después del periodo de retardo de propagación de un cable.
Este retardo es un parámetro importante de seguridad. En un cable típico usado para la instrumentación eléctrica, las ondas viajan, en un cálculo aproximado, a la mitad de la velocidad de la luz (160.000 km/s), mientras que la potencia disponible es proporcionalmente inversa a la longitud del cable. No se debe perder de vista que la energía almacenada influye en el cable de conexión y en la carga.
 DART para áreas clasificadas
DART para áreas clasificadas
La topología DART permite el uso de tramos largos de cable y un mayor número de dispositivos, todos intrínsecamente seguros. Además, esta tecnología proporciona energía y conecta sus dispositivos de campo intrínsecamente seguros al troncal de alta energía.
Componentes
La instrumentación de campo intrínsecamente segura existente se conecta con las ramas del DART. La infraestructura de bus, áreas clasificadas o peligrosas en plantas de proceso, pueden instalarse con tramos largos de cable, mientras que los componentes del sistema son el Power Hub DART.
Este equipo proporciona energía al segmento y conexiones al sistema DCS/PLC, por lo que está situado en el extremo del cable en el gabinete de la sala de control. De manera casi instantánea detecta la chispa y la desactiva. Asimismo, es el concentrador que genera la redundancia de reparto de carga; esto es el equilibrio de la corriente de carga entre los módulos de alimentación. El módulo opera en el estado de máxima eficiencia energética, reduce los requisitos de refrigeración del armario y aumenta su vida útil.
Características
- Módulo de diagnóstico avanzado para la supervisión de la capa física del bus digital
- Redundancia por cargas compartidas en los módulos de alimentación
- Alimentación de salida: 22,5 V/360 mA
- Interface del host personalizable que permite una fácil conexión a cualquier DCS/PLC
Protector de segmento DART
El protector de segmento DART proporciona salidas con protección contra cortocircuito y certificación Ex ib IIC para instrumentos intrínsecamente seguros.
Características
- Protección contra cortocircuito en la rama
- Instalación en áreas peligrosas de la zona 1
- Hasta cuatro protectores permitidos por segmento
- Límites de seguridad: 23,25 V/47 mA
 Ejemplo de topología profibus para áreas clasificadas
Ejemplo de topología profibus para áreas clasificadas
Profibus PA es una parte de la conocida familia de protocolos Profibus. Con los mismos formatos de datos que en Profibus DP, facilita la integración de dispositivos en ambas redes, de forma fácil y transparente.
Profibus PA es un bus de campo de conformidad con IEC 61158-2. Suministra potencia y transmite la comunicación digital entre el sistema anfitrión DCS o PLC y la instrumentación de campo. La información sobre el estado y los comandos de control se transmite de manera digital entre el maestro y hasta 31 participantes conectados al mismo cable. Profibus es más que un simple control de proceso: posibilita la realización de la configuración remota, la administración de recursos y el mantenimiento proactivo.
Actualmente existe un gran número de nodos (segmentos digitales) conectados que operan prácticamente en todo tipo de industria, así como aplicaciones de proceso simples y complejas, tanto en áreas de propósito general como en áreas clasificadas o peligrosas.
——————————————————————————————————————-
Hugo López
Ingeniero en Control y Automatización del IPN. Cuenta con más de 15 años de experiencia en el área de automatización de procesos. Actualmente, es empresario y director del área de ventas en sistemas de protección y sensado para el control de procesos, representante de Pepperl Fuchs en las regiones Bajío, Occidente y Norte. Certificado en la Base Nacional de Normas Técnicas de Competencia Laboral que opera el Conocer: “CRCH0664.01, impartición de cursos de capacitación”.


